




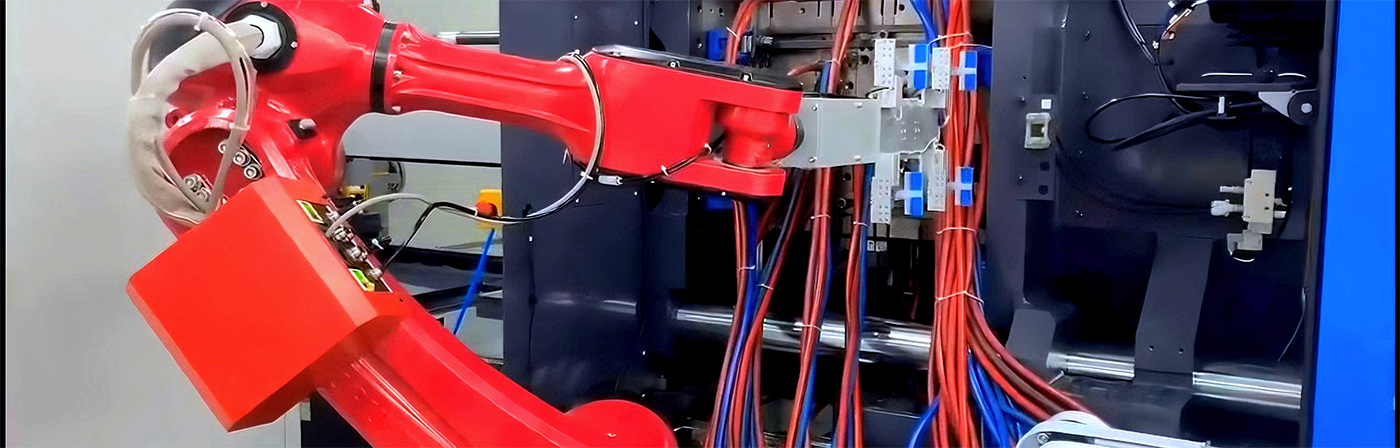
BRTNN15WSS4P/F סעריע אַפּלייז צו אַלע טייפּס פון האָריזאָנטאַל ינדזשעקשאַן מאַשין ריינדזשאַז פון 470T-800T פֿאַר נעמען-אויס פּראָדוקטן. די ווערטיקאַל אָרעם איז די טעלאַסקאָפּיק טיפּ מיט די פּראָדוקט אָרעם. פיר-אַקס אַק סערוואָ פאָר, מיט אַ C-סערוואָ אַקס אויף דעם האַנטגעלענק, די ראָוטיישאַן ווינקל פון די C-אַקס: 90 °. שפּאָרן צייט ווי ענלעך מאָדעלס, פּינטלעך פּאַזישאַנינג און קורץ פאָרמינג ציקל. נאָך ינסטאָלינג די מאַניפּיאַלייטער, די פּראָודאַקטיוויטי וועט זיין געוואקסן מיט 10-30% און וועט רעדוצירן די דעפעקטיווע קורס פון פּראָדוקטן, ענשור די זיכערקייַט פון אָפּערייטערז, רעדוצירן אַרבעטקראַפט און אַקיעראַטלי קאָנטראָלירן די פּראָדוקציע צו רעדוצירן וויסט. פיר-אַקס שאָפער און קאָנטראָללער ינאַגרייטיד סיסטעם: ווייניקערע סיגנאַל שורות, לאַנג-ווייַטקייט קאָמוניקאַציע, גוט יקספּאַנשאַן פאָרשטעלונג, שטאַרק אַנטי-ינטערפיראַנס פיייקייט, הויך אַקיעראַסי פון ריפּיטיד פּאַזישאַנינג, קענען סיימאַלטייניאַסלי קאָנטראָלירן קייפל אַקסעס, פּשוט ויסריכט וישאַלט און נידעריק דורכפאַל קורס.

פּינטלעך פּאַזישאַנינג

שנעל

לאנג סערוויס לעבן

נידעריק דורכפאַל קורס

רעדוצירן לייבער

טעלעקאָממוניקאַטיאָן
| מאַכט מקור (kVA) | רעקאַמענדיד IMM (טאָן) | טראַווערס געטריבן | מאָדעל פון EOAT |
| 3.18 | 470ט-800ט | אַק סערוואָ מאָטאָר | צוויי סאַקשאַנז צוויי פיקסטשערז |
| דורכפאָר מאַך (מם) | קראָסווייז מאַך (מם) | ווערטיקאַל מאַך (מם) | מאַקסימום לאָודינג (קג) |
| 2260 | 900 | 1500 | 15 |
| טרוקן נעמען-אויס צייט (סעק) | טרוקן ציקל צייט (סעק) | לופט קאַנסאַמשאַן (ניי / ציקל) | וואָג (קג) |
| 2.74 | 9.03 | 3.2 | 500 |
מאָדעל פאַרטרעטונג: וו: טעלאַסקאָפּיק טיפּ. S: פּראָדוקט אָרעם. S4: פיר-אַקס געטריבן דורך אַק סערוואָ מאָטאָר (טראַווערס-אַקס, C-אַקס, ווערטיקאַל-אַקס + קראָסווייז-אַקס)
די אויבן-דערמאנט ציקל צייט זענען די רעזולטאַטן פון אונדזער פירמע 'ס ינערלעך פּרובירן נאָרמאַל. אין די פאַקטיש אַפּלאַקיישאַן פּראָצעס פון די מאַשין, זיי וועלן בייַטן לויט די פאַקטיש אָפּעראַציע.

| A | B | C | D | E | F | G |
| 1742 | 3284 | 1500 | 562 | 2200 | / | 256 |
| H | I | J | K | L | M | N |
| / | / | 1398.5 | / | 341 | 390 | 900 |
ניט מער באַמערקן אויב די ספּעסאַפאַקיישאַנז און אויסזען זענען פארענדערט רעכט צו פֿאַרבעסערונג און אנדערע סיבות. דאנק איר פֿאַר דיין פארשטאנד.
1. קוק אַז די לענג פון די סערוואָ מאַניפּיאַלייטער קענען דערגרייכן די צענטער פון די פורעם צו באַקומען די פּראָדוקט.
2. ענשור אַז די פּראָדוקט ס פאָרעם און סטרוקטור לאָזן די סערוואָ מאַניפּיאַלייטער צו באַזייַטיקן עס סמודלי.
3. טשעק אַז די ריכטיק פיטאַד סערוואָ מאַניפּיאַלייטער קענען הייבן די פּראָדוקט איבער די זיכערקייַט טיר און שטעלן עס אין די רעכט געגנט.
4. ענשור אַז די מאַסע קאַפּאַציטעט פון די סערוואָ מאַניפּיאַלייטער קענען מקיים די ליפטינג און פּלייסמאַנט רעקווירעמענץ פון די פּראָדוקט און ייַנאָרדענונג.
5. פאַרזיכערן אַז די סערוואָ מאַניפּיאַלייטער ס ארבעטן גיכקייַט שוועבעלעך די מאַנופאַקטורינג ציקל פון די ינדזשעקשאַן מאָלדינג מאַשין.
6. דעפּענדינג אויף דעם טיפּ פון פורעם, קלייַבן אַ איין אָרעם אָדער טאָפּל אָרעם סערוואָ מאַניפּיאַלייטער.
7. 4-אַקס סערוואָ מאַניפּיאַלייטערז זענען אויסדערוויילט באזירט אויף פּראָדוקציע גיכקייַט, שטעלע אַקיעראַסי, און געווער.
8. פּראָצעס באדערפענישן ווי קאָאָלינג, קאַטינג נאַזאַלז, און מעטאַל ינסערץ קענען זיין גערעדט דורך קאַלאַבערייטינג מיט פאַרשידן פונדרויסנדיק פיקסטשערז.
1. קלינינג, דורכקוק, פאַסאַנינג, לובריקיישאַן, אַדזשאַסטמאַנט, דורכקוק און ריפּלענישמאַנט אַפּעריישאַנז קענען זיין קלאַסאַפייד ווי וישאַלט אַפּעריישאַנז באזירט אויף זייער נאַטור.
2. די דורכקוק פּראָצעדור מוזן זיין דורכגעקאָכט דורך דער קליענט ס וישאַלט שטעקן אָדער מיט די הילף פון די פירמע 'ס טעכניש שטעקן.
3. קלינינג, דורכקוק, און רעסאַפּלי טאַסקס זענען אָפט דורכגעקאָכט דורך מאַשין אָפּערייטערז.
4.מעטשאַניקס זאָל דורכפירן פאַסאַנינג, אַדזשאַסטמאַנט און לובריקיישאַן קעסיידער.
5. עלעקטריקאַל אַרבעט מוזן זיין געטאן דורך קוואַלאַפייד פּערסאַנעל.
-
ינדזשעקשאַן מאָלדינג
פּראָדוקטן קאַטעגאָריעס
-

אַק סערוואָ מאָלדינג ינדזשעקשאַן מאַניפּיאַלייטער BRTNN11W ...
-

פינף אַקס לאַנג ווערטיקאַל מאַך מאַניפּיאַלייטער אָרעם ...
-

פינף אַקס גרויס ינדזשעקשאַן מאָלדינג מאַניפּיאַלייטער בר ...
-

מאַניפּולאַטאָר אָרעם געטריבן דורך אַק סערוואָ מאָטאָר BRTN30 ...
-

דריי אַקס אַק סערוואָ ינדזשעקשאַן מאַניפּיאַלייטער BRTNG ...
-

דריי אַקס פּלאַסטיק ינדזשעקשאַן ראָבאָט מאַניפּיאַלייטער ...
BORUNTE און BORUNTE ינטאַגרייטערז
אין די BORUNTE יקאָוסיסטאַם, BORUNTE איז פאַראַנטוואָרטלעך פֿאַר די ר & די, פּראָדוקציע און פארקויפונג פון ראָובאַץ און מאַניפּיאַלייטערז. BORUNTE ינטאַגרייטערז נוצן זייער ינדאַסטרי אָדער פעלד אַדוואַנטידזשיז צו צושטעלן וואָקזאַל אַפּלאַקיישאַן פּלאַן, ינאַגריישאַן און נאָך-פארקויפונג סערוויס פֿאַר די BORUNTE פּראָדוקטן זיי פאַרקויפן. BORUNTE און BORUNTE ינאַגרייטערז מקיים זייער ריספּעקטיוו ריספּאַנסאַבילאַטיז און זענען פרייַ פון יעדער אנדערער, ארבעטן צוזאַמען צו העכערן די העל צוקונפֿט פון BORUNTE.
- תּל: +86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang Town, Dongguan City, Guangdong Province, China
- borunterobotcoltd@gmail.com



אַקסיאַל קראַפט שטעלע פאַרגיטיקונג, פּנעוומאַטיש פלאָוטינג פּנעוומאַטיש שפּינדל, ניט מאַגנעטיק ספּליטטער, שוואָם סאַקשאַן טעפּלעך, 2 ד וויזשאַוואַל סיסטעם, פּנעוומאַטיש פלאָוטינג עלעקטריק שפּינדל,
-

vr
-

בליצפּאָסט
-

טעלעפאָן
-

ווהאַצאַפּפּ
-

Top