




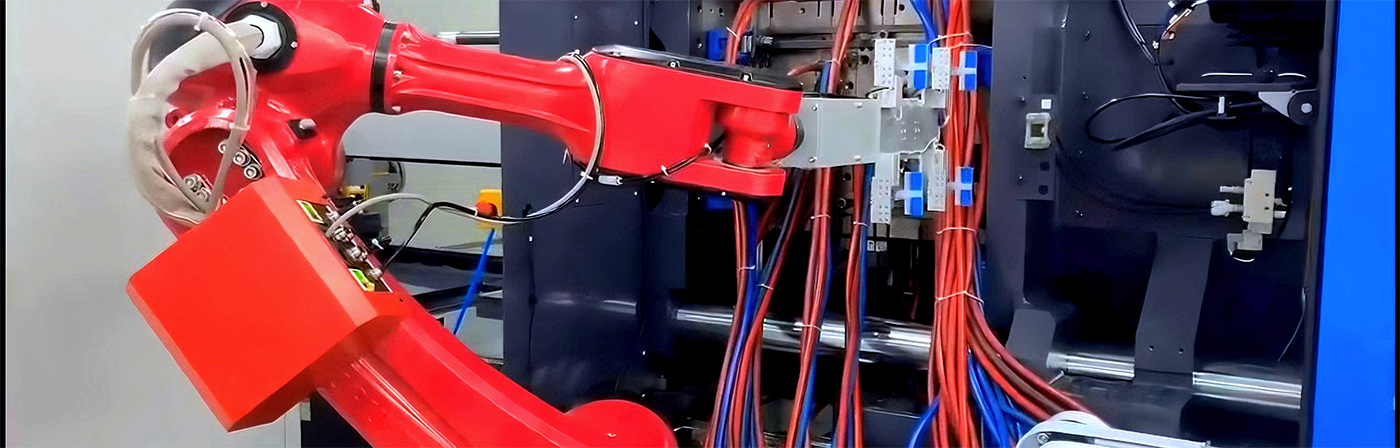
BRTVO9WDS5P0/F0 ශ්රේණිය 120T-320T ප්රමාණයේ තිරස් එන්නත් යන්ත්ර පරාසයන් පිටතට ගෙන යන නිෂ්පාදන සහ ස්ප්රූ සඳහා අදාළ වේ. ස්ථාපනය සාම්ප්රදායික කදම්භ රොබෝවරුන්ගෙන් වෙනස් වේ, නිෂ්පාදන එන්නත් අච්චු යන්ත්ර අවසානයේ තබා ඇත. එහි ද්විත්ව අතක් ඇත. සිරස් අත දුරේක්ෂ වේදිකාවක් වන අතර සිරස් පහර 900 මි.මී. පස්-අක්ෂ AC සර්වෝ ධාවකය. ස්ථාපනය කිරීමෙන් පසු, ඉෙජක්ටරයේ ස්ථාපන අවකාශය 30-40% කින් ඉතිරි කර ගත හැකි අතර, නිෂ්පාදන අවකාශය වඩා හොඳින් භාවිතා කිරීමට ඉඩ සලසමින් බලාගාරය සම්පූර්ණයෙන්ම භාවිතා කළ හැකිය, ඵලදායිතාව 20-30% කින් වැඩි වනු ඇත, දෝෂ සහිත අනුපාතය අඩු කිරීම, සහතික කිරීම ක්රියාකරුවන්ගේ ආරක්ෂාව, මිනිස් බලය අඩු කිරීම සහ අපද්රව්ය අවම කිරීම සඳහා නිමැවුම් නිවැරදිව පාලනය කිරීම. පස්-අක්ෂ ධාවකය සහ පාලක ඒකාබද්ධ පද්ධතිය: අඩු සංඥා රේඛා, දිගු-දුර සන්නිවේදනය, හොඳ විස්තාරණ කාර්ය සාධනය, ශක්තිමත් ඇඟිලි ගැසීමේ හැකියාව, නැවත නැවත ස්ථානගත කිරීමේ ඉහළ නිරවද්යතාවය, එකවර බහු අක්ෂ පාලනය කළ හැකිය, සරල උපකරණ නඩත්තු කිරීම සහ අඩු අසාර්ථක අනුපාතය.

නිවැරදි ස්ථානගත කිරීම

වේගවත්

දිගු සේවා කාලය

අඩු අසාර්ථක අනුපාතය

ශ්රමය අඩු කරන්න

විදුලි සංදේශ
| බලශක්ති ප්රභවය (kVA) | නිර්දේශිත IMM (ටොන්) | ට්රැවර්ස් ඩ්රයිවින් | EOAT ආකෘතිය |
| 3.40 | 120T-320T | AC සර්වෝ මෝටරය | චූෂණ දෙකක් සවි කිරීම් දෙකක් |
| ගමන් ආඝාතය (මි.මී.) | හරස් අතට ආඝාතය (මි.මී.) | සිරස් පහර (මි.මී.) | Max.loading (kg) |
| සම්පූර්ණ දිග මීටර් 6 ට අඩු තිරස් ආරුක්කුව | පොරොත්තුවෙන් | 900 | 5 |
| වියලි පිටතට ගන්නා කාලය (තත්පර) | වියළි චක්ර කාලය (තත්පර) | වායු පරිභෝජනය (NI/cycle) | බර (කිලෝ) |
| 1.7 | පොරොත්තුවෙන් | 9 | සම්මත නොවන |
ආදර්ශ නිරූපණය: W: දුරේක්ෂ වර්ගය. D: නිෂ්පාදන අත + ධාවන අත. S5: AC Servo Motor මගින් ධාවනය වන අක්ෂය පහ (Traverse-axis, සිරස්-අක්ෂ+හරස්-අක්ෂ).
ඉහත සඳහන් කළ චක්ර කාලය අපගේ සමාගමේ අභ්යන්තර පරීක්ෂණ ප්රමිතියේ ප්රතිඵල වේ. යන්ත්රයේ සැබෑ යෙදුම් ක්රියාවලියේදී, ඒවා සැබෑ ක්රියාකාරිත්වය අනුව වෙනස් වේ.

| A | B | C | D | E | F | G | O |
| 1553.5 | ≤6m | 162 | පොරොත්තුවෙන් | පොරොත්තුවෙන් | පොරොත්තුවෙන් | 174 | 445.5 |
| H | I | J | K | L | M | N | P |
| 187 | පොරොත්තුවෙන් | පොරොත්තුවෙන් | 255 | 555 | පොරොත්තුවෙන් | 549 | පොරොත්තුවෙන් |
| Q | |||||||
| 900 | |||||||
වැඩිදියුණු කිරීම් සහ වෙනත් හේතූන් නිසා පිරිවිතර සහ පෙනුම වෙනස් වන්නේ නම් තවදුරටත් දැනුම් දීමක් නැත. ඔබගේ අවබෝධයට ස්තූතියි.
මෙම නිෂ්පාදනය 160T-320T තිරස් ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රයේ නිමි භාණ්ඩ සහ පිටතට ගෙනයාමට ජලය පිටවීම සඳහා සුදුසු වේ. ප්ලාස්ටික් සෙල්ලම් බඩු, දත් බුරුසු, සබන් පෙට්ටි, වැහි කබා, පිඟන් භාණ්ඩ, උපකරණ, ෙසෙරප්පු සහ අනෙකුත් දෛනික ප්ලාස්ටික් භාණ්ඩ වැනි කුඩා එන්නත් අච්චු වස්තු සඳහා විශේෂයෙන් සුදුසු වේ.
Stop හෝ Auto පිටුවේ "TIME" යතුර එබීමෙන් ඔබව Time Modify පිටුවට ගෙන යනු ඇත.
කාලය වෙනස් කිරීම සඳහා අනුපිළිවෙලෙහි එක් එක් පියවර සඳහා කර්සර යතුරු ඔබන්න. ඔබ නව වේලාව ඇතුළත් කළ පසු, Enter යතුර ඔබන්න.
ක්රියා පියවරෙන් පසු කාලය ක්රියාවට පෙර ප්රමාද කාලය ලෙස හැඳින්වේ. ප්රමාද ටයිමරය කල් ඉකුත් වන තෙක් වත්මන් ක්රියාව සිදු කෙරේ.
අනුපිළිවෙලෙහි වත්මන් පියවරේදී තහවුරු කිරීමේ ස්විචය භාවිතා කරන්නේ නම්. ක්රියාව සඳහා එම කාලයම දක්වනු ලැබේ. සැබෑ ක්රියා කාල පිරිවැය වාර්තාව ඉක්මවන්නේ නම්, කල් ඉකුත්වීමෙන් පසුව ක්රියා ස්විචය සත්යාපනය වන තෙක් පහත ක්රියාව සිදු කළ හැක.

ගෙඩි සහ බෝල්ට් වල තද බව නිතිපතා පරීක්ෂා කරන්න:
මැනිපියුලේටරය අසාර්ථක වීමට මූලික හේතුවක් වන්නේ දිගුකාලීන ක්රියාකාරීත්වය හේතුවෙන් ගෙඩි සහ බෝල්ට් ලිහිල් වීමයි.
1.තීර්ය කොටසේ, ඇඳීමේ කොටසේ සහ ඉදිරිපස සහ පැති බාහු වල සීමා ස්විචය සවිකරන ගෙඩි තද කරන්න.
2. චලනය වන ශරීර කොටස සහ පාලන පෙට්ටිය අතර පර්යන්ත පෙට්ටියේ රිලේ පොයින්ට් ස්ථාන පර්යන්තයේ තද බව පරීක්ෂා කරන්න.
3. සෑම තිරිංග උපාංගයක්ම සුරක්ෂිත කිරීම.
4. වෙනත් උපකරණවලට හානි කළ හැකි ලිහිල් බෝල්ට් තිබේද යන්න.
-
එන්නත් අච්චු ගැසීම
නිෂ්පාදන කාණ්ඩ






BORUNTE සහ BORUNTE ඒකාබද්ධ කරන්නන්
BORUNTE පරිසර පද්ධතිය තුළ, BORUNTE විසින් රොබෝවරුන් සහ උපාමාරු කරන්නන්ගේ R&D, නිෂ්පාදනය සහ අලෙවිය සඳහා වගකීම දරයි. BORUNTE ඒකාබද්ධ කරන්නන් ඔවුන් අලෙවි කරන BORUNTE නිෂ්පාදන සඳහා පර්යන්ත යෙදුම් නිර්මාණය, ඒකාබද්ධ කිරීම සහ අලෙවියෙන් පසු සේවාව සැපයීම සඳහා ඔවුන්ගේ කර්මාන්ත හෝ ක්ෂේත්ර වාසි භාවිතා කරයි. BORUNTE සහ BORUNTE ඒකාබද්ධ කරන්නන් ඔවුන්ගේ වගකීම් ඉටු කරන අතර එකිනෙකාගෙන් ස්වාධීන වන අතර, BORUNTE හි දීප්තිමත් අනාගතය ප්රවර්ධනය කිරීමට එක්ව කටයුතු කරයි.
- දුරකථන:+86-400-870-8989
- NO.83, Shafu පාර, Shabu Village, Dalang Town, Dongguan City, Guangdong පළාත, චීනය
- borunterobotcoltd@gmail.com



අක්ෂීය බල පිහිටුම් වන්දිය, වායුමය පාවෙන විදුලි ස්පින්ඩලය, 2D දෘශ්ය පද්ධතිය, චුම්බක නොවන බෙදුම්කරු, ස්පොන්ජ් චූෂණ කෝප්ප, වායුමය පාවෙන වායුමය ස්පින්ඩලය,
-

vr
-

ඊමේල්
-

දුරකථනය
-

Whatsapp
-

ඉහළ