




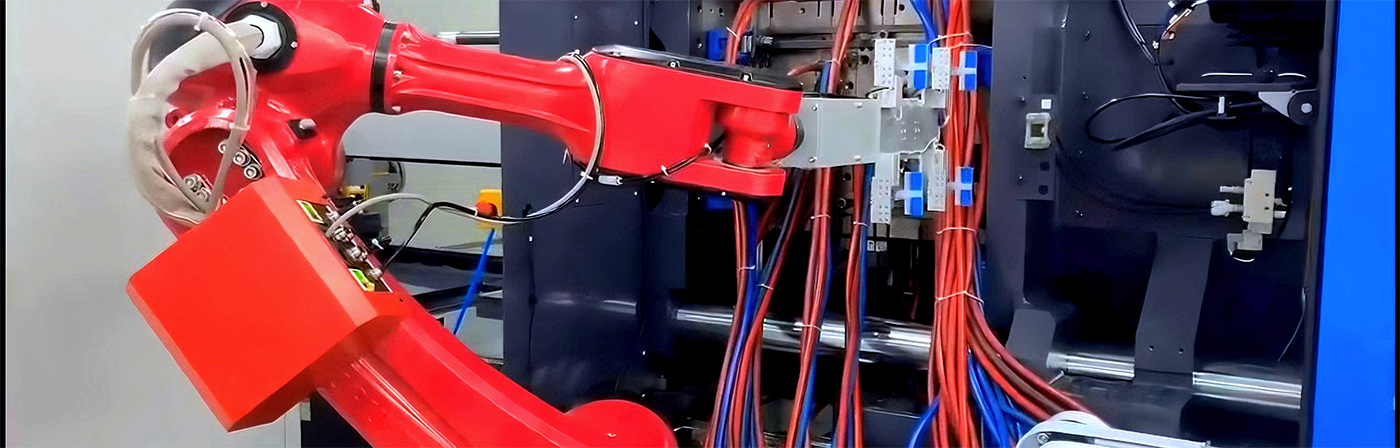
BRTNN15WSS4P/F-serien gjelder for alle typer horisontale injeksjonsmaskiner på 470T-800T for uttaksprodukter. Den vertikale armen er den teleskopiske typen med produktarmen. Fireakset AC-servodrev, med en C-servoakse på håndleddet, rotasjonsvinkelen til C-aksen:90°. Spar tid enn lignende modeller, nøyaktig posisjonering og kort formingssyklus. Etter installasjon av manipulatoren vil produktiviteten økes med 10-30% og vil redusere den defekte andelen av produkter, sikre sikkerheten til operatører, redusere arbeidskraft og nøyaktig kontrollere produksjonen for å redusere avfall. Fire-akset driver og kontroller integrert system: færre signallinjer, langdistansekommunikasjon, god ekspansjonsytelse, sterk anti-interferensevne, høy nøyaktighet ved gjentatt posisjonering, kan samtidig kontrollere flere akser, enkelt vedlikehold av utstyr og lav feilfrekvens.

Nøyaktig posisjonering

Rask

Lang levetid

Lav feilfrekvens

Reduser arbeidskraft

Telekommunikasjon
| Strømkilde (kVA) | Anbefalt IMM (tonn) | Travers drevet | Modell av EOAT |
| 3.18 | 470T-800T | AC servomotor | to sug to armaturer |
| Tverrslag (mm) | Tversgående slag (mm) | Vertikalt slag (mm) | Maks.belastning (kg) |
| 2260 | 900 | 1500 | 15 |
| Tørr uttakstid (sek.) | Tørrsyklustid (sek.) | Luftforbruk (NI/syklus) | Vekt (kg) |
| 2,74 | 9.03 | 3.2 | 500 |
Modellrepresentasjon: W:Teleskopisk type. S: Produktarm. S4: Fire-akse drevet av AC-servomotor (Travers-akse, C-akse, Vertikal-akse + Tvers-akse)
Ovennevnte syklustid er resultatet av selskapets interne teststandard. I selve påføringsprosessen av maskinen vil de variere i henhold til den faktiske operasjonen.

| A | B | C | D | E | F | G |
| 1742 | 3284 | 1500 | 562 | 2200 | / | 256 |
| H | I | J | K | L | M | N |
| / | / | 1398,5 | / | 341 | 390 | 900 |
Ingen ytterligere varsel hvis spesifikasjonen og utseendet endres på grunn av forbedringer og andre årsaker. Takk for forståelsen.
1. Sjekk at lengden på servomanipulatoren kan nå midten av formen for å oppnå produktet.
2. Sørg for at produktets form og struktur gjør at servomanipulatoren kan fjerne det jevnt.
3. Sjekk at den korrekt monterte servomanipulatoren kan løfte produktet over sikkerhetsdøren og sette den i riktig område.
4. Sørg for at servomanipulatorens lastekapasitet kan oppfylle produktets og fiksturens løfte- og plasseringskrav.
5. Sørg for at servomanipulatorens arbeidshastighet samsvarer med sprøytestøpemaskinens produksjonssyklus.
6. Avhengig av type form, velg en servomanipulator med en eller to armer.
7. 4-akse servomanipulatorer er valgt basert på produksjonshastighet, posisjonsnøyaktighet og holdbarhet.
8. Prosessbehov som kjøling, kuttedyser og metallinnsatser kan løses ved å samarbeide med ulike eksterne inventar.
1. Rengjøring, inspeksjon, festing, smøring, justering, inspeksjon og etterfyllingsoperasjoner kan klassifiseres som vedlikeholdsoperasjoner basert på deres natur.
2.Inspeksjonsprosedyren skal utføres av byggherrens vedlikeholdspersonell eller med bistand fra selskapets tekniske personale.
3. Rengjørings-, inspeksjons- og etterforsyningsoppgaver utføres ofte av maskinoperatører.
4. Mekanikere bør utføre festing, justering og smøring regelmessig.
5.Elektrisk arbeid skal utføres av kvalifisert personell.
-
Sprøytestøping
Produktkategorier






BORUNTE og BORUNTE integratorer
I BORUNTE-økosystemet er BORUNTE ansvarlig for FoU, produksjon og salg av roboter og manipulatorer. BORUNTE-integratorer utnytter sine industri- eller feltfordeler til å tilby terminalapplikasjonsdesign, integrasjon og ettersalgsservice for BORUNTE-produktene de selger. BORUNTE- og BORUNTE-integratorer oppfyller sitt respektive ansvar og er uavhengige av hverandre, og jobber sammen for å fremme BORUNTEs lyse fremtid.
- Tlf.: +86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang Town, Dongguan City, Guangdong-provinsen, Kina
- borunterobotcoltd@gmail.com



Aksialkraftposisjonskompensator, Pneumatisk flytende pneumatisk spindel, Ikke magnetisk splitter, Svamp sugekopper, 2D visuelt system, Pneumatisk flytende elektrisk spindel,
-

vr
-

e-post
-

Telefon
-

Whatsapp
-

Topp