




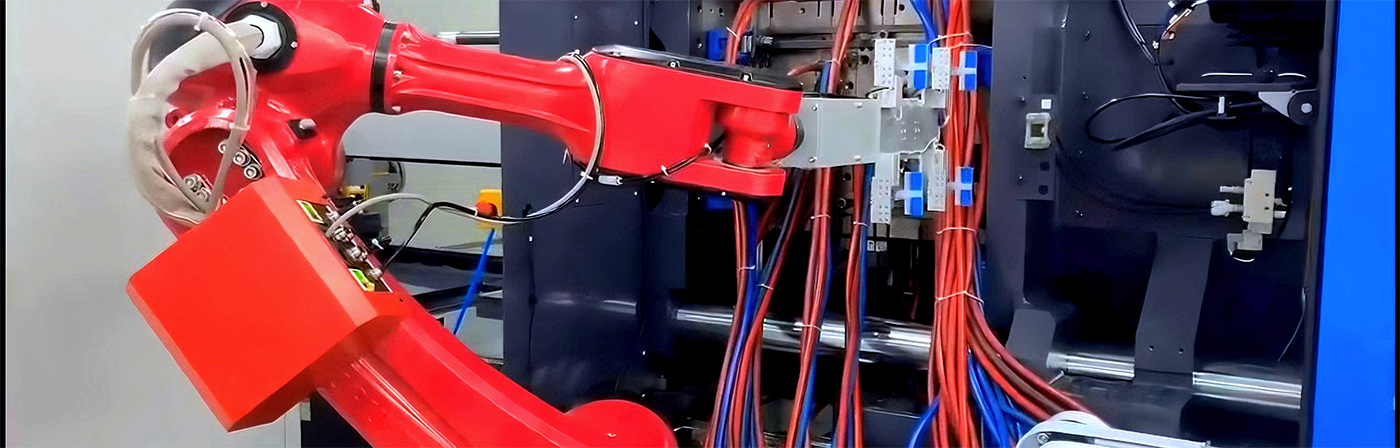
BRTVO9WDS5P0/F0 मालिका टेक-आउट उत्पादनांसाठी आणि स्प्रूसाठी 120T-320T च्या सर्व प्रकारच्या क्षैतिज इंजेक्शन मशीन श्रेणींना लागू होते. स्थापना पारंपारिक बीम रोबोट्सपेक्षा वेगळी आहे, उत्पादने इंजेक्शन मोल्डिंग मशीनच्या शेवटी ठेवली जातात. त्याला दुहेरी हात आहे. उभा हात एक दुर्बिणीसंबंधीचा टप्पा आहे आणि उभा स्ट्रोक 900 मिमी आहे. पाच-अक्ष एसी सर्वो ड्राइव्ह. स्थापनेनंतर, इजेक्टरच्या स्थापनेची जागा 30-40% वाचविली जाऊ शकते आणि उत्पादन जागेचा अधिक चांगला वापर करण्यास परवानगी देऊन वनस्पती अधिक पूर्णपणे वापरली जाऊ शकते, उत्पादकता 20-30% ने वाढविली जाईल, सदोष दर कमी करा, याची खात्री करा. ऑपरेटरची सुरक्षा, मनुष्यबळ कमी करणे आणि कचरा कमी करण्यासाठी आउटपुट अचूकपणे नियंत्रित करणे. पाच-अक्ष ड्रायव्हर आणि कंट्रोलर एकात्मिक प्रणाली: कमी सिग्नल लाइन, लांब-अंतराचा संवाद, चांगला विस्तार कार्यप्रदर्शन, मजबूत हस्तक्षेप विरोधी क्षमता, पुनरावृत्ती स्थितीची उच्च अचूकता, एकाच वेळी एकाधिक अक्ष नियंत्रित करू शकते, साधी उपकरणे देखभाल आणि कमी अपयश दर.

अचूक पोझिशनिंग

जलद

दीर्घ सेवा जीवन

कमी अयशस्वी दर

श्रम कमी करा

दूरसंचार
| उर्जा स्त्रोत (kVA) | शिफारस केलेले IMM (टन) | ट्रॅव्हर्स चालविले | EOAT चे मॉडेल |
| ३.४० | 120T-320T | एसी सर्वो मोटर | दोन सक्शन दोन फिक्स्चर |
| ट्रॅव्हर्स स्ट्रोक (मिमी) | क्रॉसवाइज स्ट्रोक (मिमी) | अनुलंब स्ट्रोक (मिमी) | कमाल लोडिंग (किलो) |
| 6 मीटरपेक्षा कमी एकूण लांबीसह क्षैतिज कमान | प्रलंबित | ९०० | 5 |
| कोरडे काढण्याची वेळ (से) | ड्राय सायकल वेळ (से) | हवेचा वापर (NI/सायकल) | वजन (किलो) |
| १.७ | प्रलंबित | 9 | नॉन-स्टँडर्ड |
मॉडेल प्रतिनिधित्व: W: टेलिस्कोपिक प्रकार. D: उत्पादन आर्म + रनर आर्म. S5: AC सर्वो मोटर (ट्राव्हर्स-अक्ष、अनुलंब-अक्ष+क्रॉसवाइज-अक्ष) द्वारे चालविलेले पाच-अक्ष.
वर नमूद केलेली सायकल वेळ आमच्या कंपनीच्या अंतर्गत चाचणी मानकांचे परिणाम आहेत. मशीनच्या प्रत्यक्ष अर्ज प्रक्रियेत, ते प्रत्यक्ष ऑपरेशननुसार बदलतील.

| A | B | C | D | E | F | G | O |
| १५५३.५ | ≤6 मी | 162 | प्रलंबित | प्रलंबित | प्रलंबित | १७४ | ४४५.५ |
| H | I | J | K | L | M | N | P |
| १८७ | प्रलंबित | प्रलंबित | २५५ | ५५५ | प्रलंबित | ५४९ | प्रलंबित |
| Q | |||||||
| ९०० | |||||||
सुधारणा आणि इतर कारणांमुळे तपशील आणि स्वरूप बदलले असल्यास पुढील सूचना नाही. तुम्ही समजून घेतल्याबद्दल धन्यवाद.
हे उत्पादन 160T-320T क्षैतिज इंजेक्शन मोल्डिंग मशीनची तयार उत्पादने आणि पाणी बाहेर काढण्यासाठी योग्य आहे. हे विशेषतः लहान इंजेक्शन मोल्डिंग वस्तू जसे की प्लास्टिकची खेळणी, टूथब्रश, साबण बॉक्स, रेनकोट, टेबलवेअर, भांडी, चप्पल आणि इतर दैनंदिन प्लास्टिकच्या वस्तूंसाठी योग्य आहे.
स्टॉप किंवा ऑटो पृष्ठावरील "TIME" की दाबल्यास आपल्याला वेळ सुधारित पृष्ठावर नेले जाईल.
वेळ बदलण्यासाठी अनुक्रमातील प्रत्येक चरणासाठी कर्सर की दाबा. एकदा तुम्ही नवीन वेळ प्रविष्ट केल्यानंतर, एंटर की दाबा.
कृती चरणानंतरचा कालावधी कृतीपूर्वीचा विलंब वेळ म्हणून ओळखला जातो. विलंब टाइमर कालबाह्य होईपर्यंत वर्तमान क्रिया केली जाईल.
क्रमाच्या वर्तमान चरणात पुष्टीकरण स्विचचा वापर केला जात असल्यास. कृतीसाठी समान कालावधी दर्शविला जाईल. वास्तविक क्रिया वेळेची किंमत रेकॉर्डपेक्षा जास्त असल्यास, कालबाह्य झाल्यानंतर क्रिया स्विच सत्यापित होईपर्यंत खालील क्रिया केली जाऊ शकते.

नट आणि बोल्टची घट्टपणा नियमितपणे तपासा:
मॅनिपुलेटर अयशस्वी होण्याच्या प्राथमिक कारणांपैकी एक म्हणजे जोरदार ऑपरेशनच्या दीर्घ कालावधीमुळे नट आणि बोल्टची विश्रांती.
1. ट्रान्सव्हर्स भाग, रेखांकन भाग आणि पुढील आणि बाजूच्या हातांवर मर्यादा स्विच माउंटिंग नट्स घट्ट करा.
2. हलणारे शरीर भाग आणि नियंत्रण बॉक्स दरम्यान टर्मिनल बॉक्समध्ये रिले पॉइंट पोझिशन टर्मिनलची घट्टपणा तपासा.
3. प्रत्येक ब्रेक उपकरण सुरक्षित करणे.
4. इतर उपकरणांचे नुकसान होऊ शकणारे कोणतेही सैल बोल्ट आहेत का.
-
इंजेक्शन मोल्डिंग
उत्पादनांच्या श्रेणी
-

प्लॅस्टिक इंजेक्शन मोल्डिंग मॅनिपुलेटर आर्म बीआरटीव्ही...
-

रेखीय औद्योगिक मोल्डिंग इंजेक्शन रोबोट BRTR0...
-

मोल्ड इंजेक्शन BRTR0 साठी हाय स्पीड मॅनिपुलेटर...
-

एसी सर्वो लिनियर इंडस्ट्रियल मॅनिपुलेटर BRTR09WD...
-

पाच अक्ष AC सर्वो इंजेक्शन मॅनिपुलेटर BRTR13...
-

फास्ट स्पीड कार्टेशियन रोबोट मॅनिपुलेटर BRTR17WD...
BORUNTE आणि BORUNTE इंटिग्रेटर
BORUNTE इकोसिस्टममध्ये, BORUNTE रोबोट्स आणि मॅनिपुलेटर्सच्या R&D, उत्पादन आणि विक्रीसाठी जबाबदार आहे. BORUNTE इंटिग्रेटर्स त्यांच्या उद्योग किंवा फील्ड फायद्यांचा वापर ते विकत असलेल्या BORUNTE उत्पादनांसाठी टर्मिनल ऍप्लिकेशन डिझाइन, एकीकरण आणि विक्रीनंतरची सेवा प्रदान करण्यासाठी करतात. BORUNTE आणि BORUNTE इंटिग्रेटर्स त्यांच्या संबंधित जबाबदाऱ्या पूर्ण करतात आणि एकमेकांपासून स्वतंत्र आहेत, BORUNTE च्या उज्ज्वल भविष्याला चालना देण्यासाठी एकत्र काम करतात.
- दूरध्वनी:+86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang Town, Dongguan City, Guangdong Province, China
- borunterobotcoltd@gmail.com



अक्षीय बल स्थिती भरपाई करणारा, वायवीय फ्लोटिंग इलेक्ट्रिक स्पिंडल, 2D व्हिज्युअल सिस्टम, नॉन मॅग्नेटिक स्प्लिटर, स्पंज सक्शन कप, वायवीय फ्लोटिंग वायवीय स्पिंडल,
-

vr
-

ईमेल
-

फोन
-

Whatsapp
-

वर