




ຫຸ່ນຍົນປະເພດ BRTIRWD1606A ເປັນຫຸ່ນຍົນຫົກແກນທີ່ພັດທະນາໂດຍ BORUNTE ສໍາລັບອຸດສາຫະກໍາຄໍາຮ້ອງສະຫມັກການເຊື່ອມໂລຫະ. ຫຸ່ນຍົນມີຮູບຮ່າງຫນາແຫນ້ນ, ຂະຫນາດນ້ອຍໃນຂະຫນາດແລະນ້ໍາຫນັກເບົາ. ການໂຫຼດສູງສຸດຂອງມັນແມ່ນ 6kg ແລະແຂນຂອງມັນແມ່ນ 1600mm. Wrist hollow ໂຄງປະກອບການ, ສາຍສະດວກຫຼາຍ, ປະຕິບັດການຍືດຫຍຸ່ນຫຼາຍ. ຂໍ້ຕໍ່ທີ່ 1, ທີສອງ ແລະ 3 ແມ່ນຕິດຕັ້ງດ້ວຍຕົວຫຼຸດຜ່ອນຄວາມແມ່ນຍໍາສູງ, ແລະຂໍ້ຕໍ່ທີ່ 4, ຫ້າ ແລະ 6 ແມ່ນຕິດຕັ້ງດ້ວຍໂຄງສ້າງເກຍທີ່ມີຄວາມແມ່ນຍໍາສູງ, ດັ່ງນັ້ນຄວາມໄວຮ່ວມກັນທີ່ມີຄວາມໄວສູງສາມາດດໍາເນີນການທີ່ມີຄວາມຍືດຫຍຸ່ນ. ລະດັບການປ້ອງກັນເຖິງ IP54. ປ້ອງກັນຝຸ່ນ ແລະກັນນໍ້າ. ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຊໍ້າຄືນແມ່ນ ± 0.05mm.

ການຈັດຕໍາແຫນ່ງທີ່ຖືກຕ້ອງ

ໄວ

ຊີວິດການບໍລິການຍາວ

ອັດຕາການລົ້ມເຫຼວຕໍ່າ

ຫຼຸດຜ່ອນແຮງງານ

ໂທລະຄົມ
| ລາຍການ | ຊ່ວງ | ຄວາມໄວສູງສຸດ | ||
| ແຂນ | J1 | ±165° | 158°/ວິ | |
| J2 | -95°/+70° | 143°/ວິ | ||
| J3 | ±80° | 228°/ວິ | ||
| ຂໍ້ມື | J4 | ±155° | 342°/ວິ | |
| J5 | -130°/+120° | 300°/ວິ | ||
| J6 | ±360° | 504°/ວິ | ||
|
| ||||
| ຄວາມຍາວແຂນ (ມມ) | ຄວາມສາມາດໃນການໂຫຼດ (ກິໂລ) | ຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງຊ້ຳໆ (ມມ) | ແຫຼ່ງພະລັງງານ (kVA) | ນ້ຳໜັກ (kg) |
| 1600 | 6 | ±0.05 | 6.11 | 157 |

ວິທີການເລືອກອຸປະກອນການເຊື່ອມໂລຫະອຸດສາຫະກໍາ?
1. ກໍານົດຂະບວນການເຊື່ອມໂລຫະ: ກໍານົດຂະບວນການເຊື່ອມໂລຫະສະເພາະທີ່ທ່ານຈະນໍາໃຊ້, ເຊັ່ນ MIG, TIG, ຫຼືຈຸດເຊື່ອມ. ຂະບວນການທີ່ແຕກຕ່າງກັນອາດຈະຮຽກຮ້ອງໃຫ້ມີປະເພດທີ່ແຕກຕ່າງກັນຂອງ fixtures.
2. ເຂົ້າໃຈສະເພາະຂອງຊິ້ນວຽກ: ວິເຄາະຂະໜາດ, ຮູບຮ່າງ ແລະ ວັດສະດຸຂອງຊິ້ນວຽກທີ່ຕ້ອງການເຊື່ອມ. fixture ຕ້ອງຮອງຮັບແລະຮັກສາຄວາມປອດໄພຂອງຊິ້ນວຽກໃນລະຫວ່າງການເຊື່ອມໂລຫະ.
3. ພິຈາລະນາປະເພດຂອງການເຊື່ອມໂລຫະ: ກໍານົດປະເພດຂອງຂໍ້ຕໍ່ (ຕົວຢ່າງ: ປວດຂໍ້ກະດູກ, ກະດູກຂາ, ການເຊື່ອມມຸມ), ເພາະວ່າມັນຈະສົ່ງຜົນກະທົບຕໍ່ການອອກແບບແລະການຕັ້ງຄ່າຂອງ fixture.
4. ປະເມີນປະລິມານການຜະລິດ: ພິຈາລະນາປະລິມານການຜະລິດແລະຄວາມຖີ່ຂອງອຸປະກອນທີ່ຈະນໍາໃຊ້. ສໍາລັບການຜະລິດທີ່ມີປະລິມານສູງ, ອຸປະກອນທີ່ທົນທານແລະອັດຕະໂນມັດຫຼາຍອາດຈະມີຄວາມຈໍາເປັນ.
5. ປະເມີນຄວາມຕ້ອງການຄວາມຖືກຕ້ອງຂອງການເຊື່ອມໂລຫະ: ກໍານົດລະດັບຄວາມແມ່ນຍໍາທີ່ຈໍາເປັນສໍາລັບໂຄງການເຊື່ອມ. ບາງຄໍາຮ້ອງສະຫມັກອາດຈະຕ້ອງການຄວາມທົນທານແຫນ້ນ, ເຊິ່ງຈະມີອິດທິພົນຕໍ່ການອອກແບບແລະການກໍ່ສ້າງຂອງ fixture.

ຮູບແບບທົ່ວໄປຂອງ BRTIRWD1606A
BRTIRWD1606A ຮັບຮອງເອົາໂຄງສ້າງຫຸ່ນຍົນຮ່ວມຫົກແກນ, ມໍເຕີ servo ຫົກຕົວຂັບເຄື່ອນການຫມຸນຂອງຫົກແກນຮ່ວມໂດຍຜ່ານຕົວຫຼຸດຜ່ອນແລະເກຍ. ມັນມີຫົກອົງສາຂອງອິດສະລະ, ຄືການຫມຸນ (X), ແຂນຕ່ໍາ (Y), ແຂນເທິງ (Z), ພືດຫມູນວຽນຂອງຂໍ້ມື (U), swing wrist (V), ແລະການຫມຸນ wrist (W).
BRTIRWD1606A ຮ່າງກາຍຮ່ວມແມ່ນເຮັດດ້ວຍອາລູມິນຽມຫລໍ່ຫຼືເຫຼັກຫລໍ່, ຮັບປະກັນຄວາມເຂັ້ມແຂງສູງ, ຄວາມໄວ, ຄວາມຖືກຕ້ອງ, ແລະຄວາມຫມັ້ນຄົງຂອງຫຸ່ນຍົນ.


-
ການເຊື່ອມໂລຫະຈຸດ
-

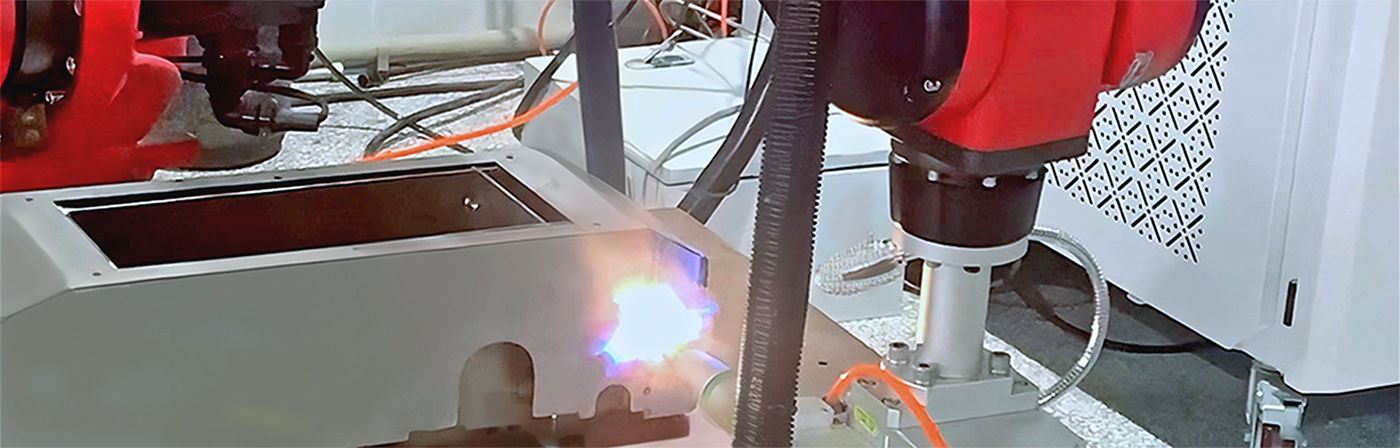
ການເຊື່ອມໂລຫະເລເຊີ
-
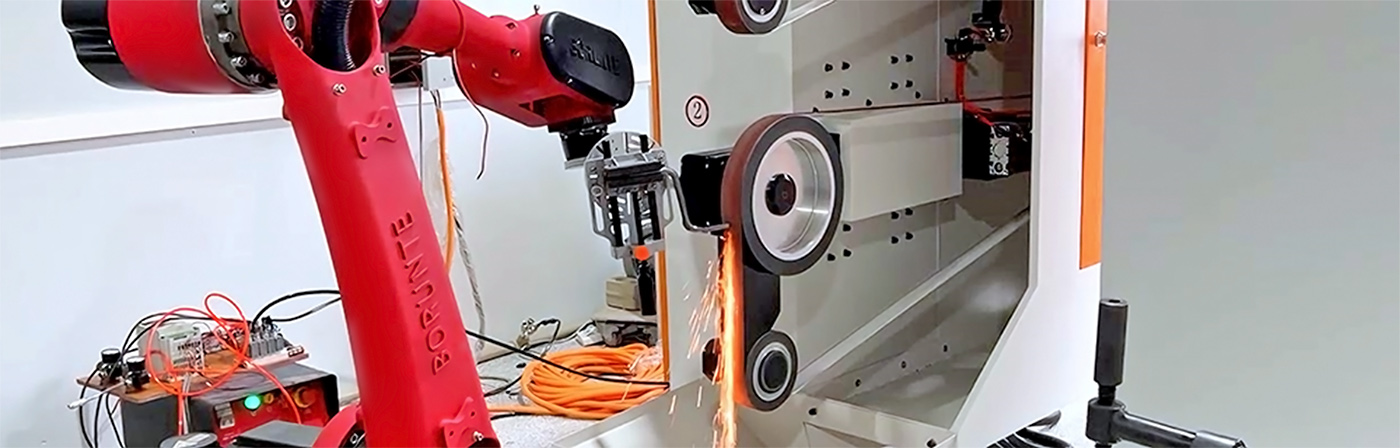
ຂັດ
-
ການຕັດ





BORUNTE ແລະ BORUNTE ປະສົມປະສານ
ໃນລະບົບນິເວດ BORUNTE, BORUNTE ແມ່ນຮັບຜິດຊອບສໍາລັບ R&D, ການຜະລິດ, ແລະການຂາຍຫຸ່ນຍົນແລະການຫມູນໃຊ້. ຜູ້ປະສົມປະສານ BORUNTE ໃຊ້ປະໂຫຍດດ້ານອຸດສາຫະກໍາຫຼືພາກສະຫນາມຂອງພວກເຂົາເພື່ອສະຫນອງການອອກແບບ, ການເຊື່ອມໂຍງແລະການບໍລິການຫລັງການຂາຍສໍາລັບຜະລິດຕະພັນ BORUNTE ທີ່ພວກເຂົາຂາຍ. ຜູ້ລວມ BORUNTE ແລະ BORUNTE ປະຕິບັດຄວາມຮັບຜິດຊອບຂອງຕົນແລະເປັນເອກະລາດຂອງກັນແລະກັນ, ເຮັດວຽກຮ່ວມກັນເພື່ອສົ່ງເສີມອະນາຄົດທີ່ສົດໃສຂອງ BORUNTE.
- ໂທ:+86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang ເມືອງ, Dongguan, ແຂວງ Guangdong, ຈີນ
- borunterobotcoltd@gmail.com



spindle pneumatic ລອຍນ້ໍາ, ຈອກດູດຟອງນໍ້າ, ລະບົບສາຍຕາ 2D, spindle ໄຟຟ້າແບບລອຍລົມ, ຕົວແຍກທີ່ບໍ່ແມ່ນແມ່ເຫຼັກ, ການຊົດເຊີຍຕໍາແຫນ່ງຜົນບັງຄັບໃຊ້ຕາມແກນ,
-

vr
-

ອີເມວ
-

ໂທລະສັບ
-

Whatsapp
-

ເທິງ