




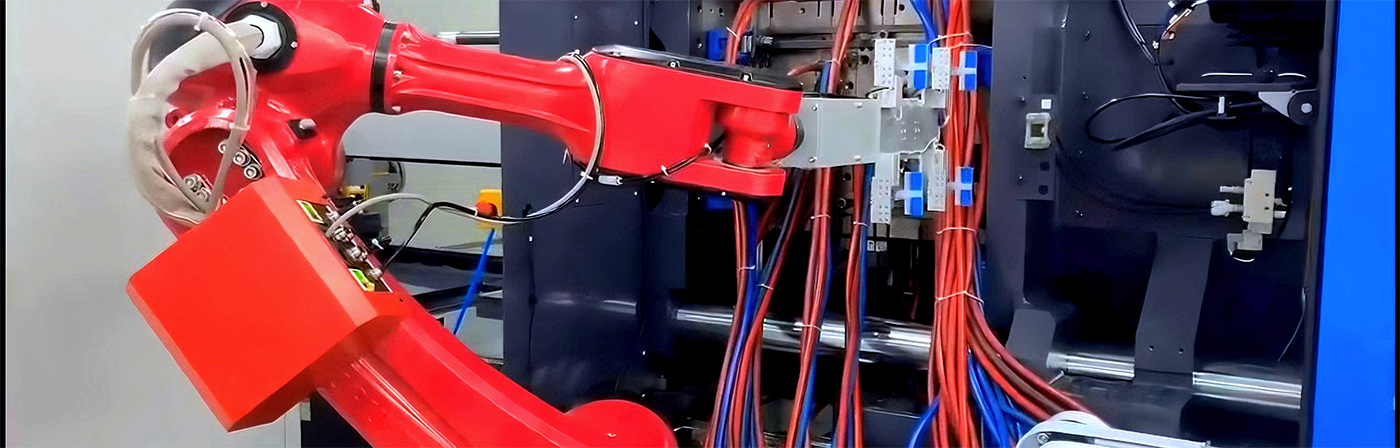
Rêzeya BRTNN15WSS4P/F ji bo her cûre rêzikên makîneya derzîlêdanê ya horizontal 470T-800T ji bo hilberên derxistinê derbas dibe. Destê vertîkal celebek teleskopî ye ku bi milê hilberê ve ye. Servo ajokera AC-ê ya çar-texne, bi axek servo C-ya li ser destikê, goşeya zivirandinê ya axis-C: 90°. Ji modelên wekhev, pozîsyona rast, û çerxa damezrandina kurt dem hilînin. Piştî sazkirina manîpulatorê, hilberî dê% 10-30 zêde bibe û dê rêjeya xeletiya hilberan kêm bike, ewlehiya operatoran misoger bike, hêza mirovî kêm bike û bi durustî hilberanê kontrol bike da ku çopê kêm bike. Pergala yekbûyî ya ajokar û kontrolkerê çar-texlî: kêm xetên sînyalê, pêwendiya dûr û dirêj, performansa berfirehkirina baş, şiyana dijî-destwerdana bihêz, rastbûna bilind a pozîsyona dubare, dikare di heman demê de gelek eksê kontrol bike, lênihêrîna alavên hêsan, û rêjeya têkçûna kêm.

Positioning Accurate

Zû

Jiyana Karûbarê Dirêj

Rêjeya têkçûna kêm

Kar kêm bikin

Telecommunication
| Çavkaniya Hêzê (kVA) | IMM pêşniyar kirin (ton) | Traverse Driven | Modela EOAT |
| 4.03 | 470T-800T | AC Servo motor | du şuştin du sabît |
| Derbeya Traverse (mm) | Lêdana Xaçerê (mm) | Lêdana Vertîkal (mm) | Max.loading (kg) |
| 2260 | 900 | 1500 | 15 |
| Demjimêra Derxistina Hişk (çirk) | Demjimêra zuwa (çirk) | Xerca hewayê (NI/cycle) | Giran (kg) |
| 2.74 | 9.03 | 3.2 | 500 |
Nûnertiya modelê: W: Tîpa teleskopî. S: Destê hilberê. S4: Çar-texlîn ku ji hêla AC Servo Motor ve tê ajotin (Traverse-xes, C-axis, Vertical-axis+ Crossswise-xes)
Dema çerxa jorîn encamên standarda testa navxweyî ya pargîdaniya me ne. Di pêvajoya serîlêdana rastîn a makîneyê de, ew ê li gorî operasyona rastîn cûda bibin.

| A | B | C | D | E | F | G |
| 1742 | 3284 | 1500 | 562 | 2200 | / | 256 |
| H | I | J | K | L | M | N |
| / | / | 1398.5 | / | 341 | 390 | 900 |
Ger taybetmendî û xuyang ji ber çêtirbûn û sedemên din were guheztin, bêtir agahdarî tune. Spas ji bo têgihîştina we.
1. Kontrol bikin ku dirêjahiya manîpulatorê servo dikare bigihîje navenda qalibê da ku hilberê werbigire.
2. Piştrast bikin ku form û strukturê hilberê destûrê dide manipulatorê servo ku wê bi hêsanî jê rake.
3. Kontrol bikin ku manîpulatorê servo ku bi rêkûpêk hatî saz kirin dikare hilberê li ser deriyê ewlehiyê hilde û li cîhê rast bicîh bike.
4. Piştrast bikin ku kapasîteya barkirinê ya manipulatorê servo dikare hewcedariyên hilberandin û danîna hilber û sazkerê bicîh bîne.
5. Piştrast bikin ku leza xebatê ya manipulatorê servo bi çerxa hilberîna makîneya şilkirina derzîlêdanê re têkildar e.
6. Li gorî celebê qalibê, manipulatorek servo ya yek destek an ducar hilbijêrin.
7. Manîpulatorên servo yên 4-axis li ser bingeha leza hilberînê, rastbûna pozîsyonê, û domdariyê têne hilbijartin.
8. Pêdiviyên pêvajoyê yên mîna sarbûn, birrîna nozzles, û têlên metal dikarin bi hevkarîkirina bi cûrbecûr alavên derveyî re bêne çareser kirin.
1.Paqijkirin, teftîşkirin, lêkirin, rûnkirin, verastkirin, teftîşkirin, û operasyonên dagirtinê li gorî cewhera xwe dikarin wekî operasyonên lênihêrînê werin dabeş kirin.
2.Pêvajoya teftîşê divê ji hêla xebatkarên lênêrînê yên xerîdar an bi alîkariya xebatkarên teknîkî yên pargîdanî ve were meşandin.
3.Paqijkirin, teftîşkirin, û peywirên dabînkirinê bi gelemperî ji hêla operatorên makîneyê ve têne kirin.
4.Mekanîka divê bi rêkûpêk girêdan, verastkirin û rûnkirinê pêk bîne.
5.Karên elektrîkê divê ji hêla personelên pispor ve bêne kirin.
-
Injection Molding
Kategoriyên hilberan
-

Manîpulatorê derzîlêdanê ya servo AC BRTNN11W...
-

Destê manîpulatorê lêdana vertîkal a dirêj a pênc eksê…
-

Manîpulatora mezin a derzîlêdanê ya pênc eksê BR ...
-

Destê manîpulatorê ku ji hêla motora servo AC BRTN30 ve hatî ajotin…
-

Manîpulatora servo ya derzîlêdanê ya sê texlî BRTNG...
-

Manîpulatorê robotê derzîlêdana plastîk a sê texlî ...
BORUNTE û entegrator BORUNTE
Di ekosîstema BORUNTE de, BORUNTE berpirsiyarê R&D, hilberandin û firotina robot û manipulatoran e. Entegratorên BORUNTE pîşesaziyên xwe an avantajên zeviyê bikar tînin da ku sêwirana serîlêdana termînalê, yekbûn û karûbarê piştî firotanê ji bo hilberên BORUNTE ku ew difroşin peyda bikin. Entegratorên BORUNTE û BORUNTE berpirsiyariyên xwe yên têkildar pêk tînin û ji hev serbixwe ne, bi hev re dixebitin ku pêşeroja ronî ya BORUNTE pêşve bibin.
- Tel: + 86-400-870-8989
- NO.83, Rêya Shafu, Gundê Shabu, Bajarê Dalang, Bajarê Dongguan, parêzgeha Guangdong, Chinaîn
- borunterobotcoltd@gmail.com



Kûçikên spongê, sîstema dîtbarî 2D, Splitterê ne magnetîkî, Telafîkirina helwesta hêza Axial, Spîndala elektrîkê ya pneumatîk, Spindle pneumatîk herikbar pneumatîk,
-

vr
-

email
-

Telefon
-

Whatsapp
-

Kop