




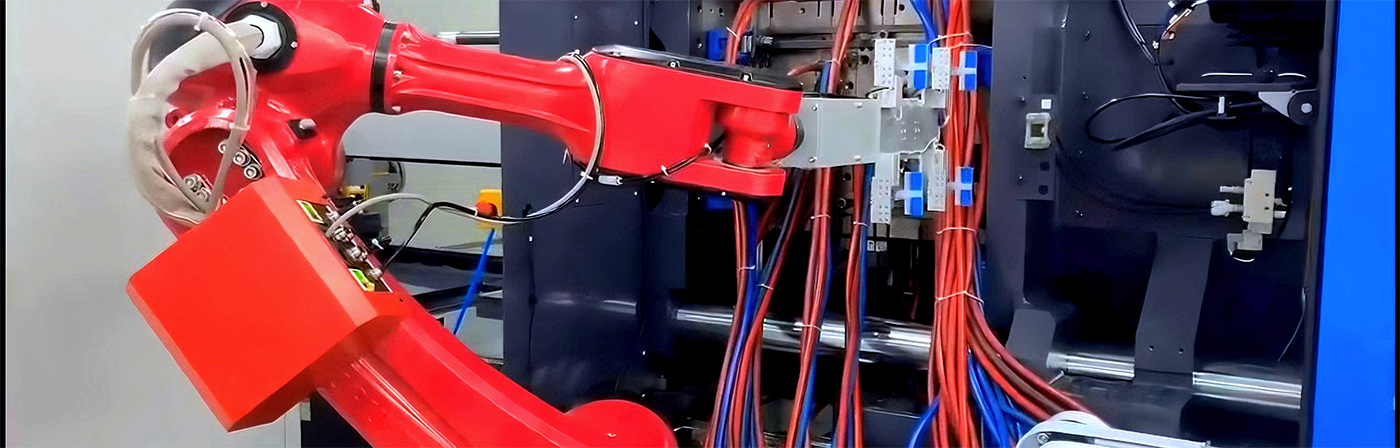
BRTVO9WDS5P0/F0 シリーズは、テイクアウト製品およびスプルー用の 120T ~ 320T の全タイプの横型射出成形機に適用されます。従来のビームロボットとは異なり、射出成形機の先端に製品を設置します。ダブルアームが付いています。上下アームは伸縮ステージで上下ストロークは900mmです。 5軸ACサーボドライブ。設置後、エジェクターの設置スペースが 30 ~ 40% 節約され、プラントがよりフルに使用できるようになり、生産スペースの有効活用が可能になり、生産性が 20 ~ 30% 向上し、不良率が減少し、製品の品質が保証されます。オペレータの安全を確保し、人員を削減し、出力を正確に制御して無駄を削減します。 5 軸ドライバとコントローラの統合システム: 信号線が少なく、長距離通信、優れた拡張性能、強力な抗干渉能力、繰り返し位置決めの高精度、複数の軸を同時に制御でき、機器のメンテナンスが簡単、故障率が低い。

正確な位置決め

速い

長寿命

低い故障率

労働力の削減

電気通信
| 電源(kVA) | 推奨成形機(トン) | トラバース駆動 | EOATのモデル |
| 3.40 | 120T-320T | ACサーボモーター | 2 つの吸引器 2 つの固定具 |
| 横行ストローク(mm) | 左右ストローク(mm) | 上下ストローク(mm) | 最大積載量(kg) |
| 全長6メートル未満の横アーチ | 保留中 | 900 | 5 |
| 乾燥取り出し時間 (秒) | 乾燥サイクル時間 (秒) | 空気消費量 (NI/サイクル) | 重量(kg) |
| 1.7 | 保留中 | 9 | 規格外 |
型式表記:W:伸縮タイプ。 D:プロダクトアーム+ランナーアーム。 S5:ACサーボモーターによる5軸駆動(横軸、上下軸+横軸)。
上記サイクルタイムは当社社内試験基準による結果です。機械の実際の適用プロセスでは、実際の操作によって異なります。

| A | B | C | D | E | F | G | O |
| 1553.5 | ≤6m | 162 | 保留中 | 保留中 | 保留中 | 174 | 445.5 |
| H | I | J | K | L | M | N | P |
| 187 | 保留中 | 保留中 | 255 | 555 | 保留中 | 549 | 保留中 |
| Q | |||||||
| 900 | |||||||
仕様および外観は改良等により変更する場合がありますので、予告なく変更する場合があります。ご理解いただきありがとうございます。
この製品は160T-320T横型射出成形機の完成品や水の取り出し口に適しています。プラスチックのおもちゃ、歯ブラシ、石鹸箱、レインコート、食器、調理器具、スリッパ、その他の日用品のプラスチック製の小型射出成形品に特に適しています。
Stop または Auto ページで「TIME」キーを押すと、Time Modify ページに移動します。
タイミングを変更するには、シーケンスの各ステップでカーソル キーを押します。新しい時間を入力したら、Enter キーを押します。
アクションステップに続く期間は、アクション前の遅延時間と呼ばれます。現在のアクションは、遅延タイマーが期限切れになるまで実行されます。
シーケンスの現在のステップで確認スイッチが使用されている場合。アクションには同じ時間が表示されます。実際のアクション時間コストが記録を超えた場合、タイムアウト後にアクションの切り替えが確認されるまで、次のアクションが実行される可能性があります。

ナットとボルトの締まり具合を定期的に確認してください。
マニピュレータの故障の主な原因の 1 つは、長時間にわたる激しい操作によるナットとボルトの緩みです。
1.横部、引出し部、フロントアーム、サイドアームのリミットスイッチ取付ナットを締め付けます。
2. 移動体部と制御ボックス間の端子箱内の中継点位置端子の締り具合を確認してください。
3. 各ブレーキ装置の固定。
4. 他の機器に損傷を与える可能性のあるボルトの緩みはないか。
-
射出成形






BORUNTE と BORUNTE インテグレーター
BORUNTE エコシステムでは、BORUNTE はロボットとマニピュレーターの研究開発、生産、販売を担当しています。 BORUNTE インテグレーターは、業界または分野の利点を活用して、販売する BORUNTE 製品の端末アプリケーションの設計、統合、およびアフターサービスを提供します。 BORUNTE と BORUNTE インテグレーターはそれぞれの責任を果たし、互いに独立しており、BORUNTE の明るい未来を促進するために協力します。
- 電話番号:+86-400-870-8989
- 中国広東省東莞市大朗鎮沙布村沙府路83号
- borunterobotcoltd@gmail.com



軸力位置補償器, 空気圧フローティング電動スピンドル, 2Dビジュアルシステム, 非磁性スプリッター, スポンジ吸盤, 空気圧フローティング空気圧スピンドル,
-

vr
-

電子メール
-

電話
-

ワッツアップ
-

トップ