




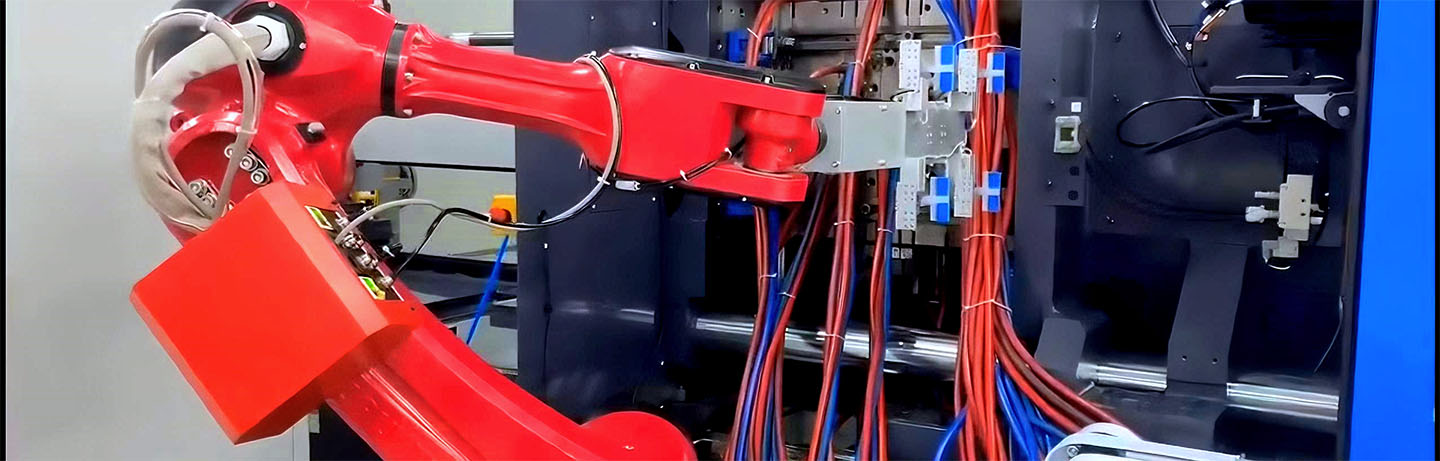
Présentation du produit
La série BRTV17WSS5PC s'applique à tous les types de gammes de machines à injection horizontale de 600T à 1300T pour les produits à emporter et les carottes. Son installation diffère des bras manipulateurs standards : les produits sont placés à l'extrémité des machines de moulage par injection, économisant ainsi de l'espace d'installation. Type de bras : bras télescopique et simple, servomoteur AC à cinq axes, avec axe de servomoteur AC, angle de rotation de l'axe A de 360°, angle de rotation de l'axe C de 180°, l'angle de fixation peut être librement positionné et ajusté, longue durée de vie, haute précision, faible taux de défaillance, entretien simple, principalement utilisé pour les applications de retrait rapide ou de retrait d'angle complexe, en particulier pour les produits de forme longue tels que les automobiles, les machines à laver et les appareils électroménagers. Système intégré de pilote et de contrôleur à cinq axes : moins de lignes de signal, communication longue distance, bonnes performances d'expansion, forte capacité anti-interférence, haute précision de positionnement répété et peut contrôler plusieurs axes simultanément.

Positionnement précis

Rapide

Longue durée de vie

Faible taux d'échec

Réduire le travail

Télécommunication
Paramètres de base
| Source d'alimentation (KVA) | IMM recommandé (tonne) | Conduite en traversée | Modèle d’EOAT |
| 4.23 | 600T-1300heure | Moteur servo à courant alternatif | Quatreaspiration deux appareils |
| Course transversale (mm) | Course transversale (mm) | Course verticale (mm) | Chargement maximum (kg) |
| Longueur totale de l'arc traversant :12m | ±200 | 1700 | 20 |
| Temps de retrait du produit sec (sec) | Temps de cycle de séchage (sec) | Consommation d'air (NI/cycle) | Poids (kg) |
| 5.21 | En attente | 15 | Non standard |
Représentation du modèle : W : Type télescopique. S : Bras produit. S4 : quatre axes entraînés par un servomoteur AC (axe transversal, axe C, axe vertical + axe transversal)
Les temps de cycle mentionnés ci-dessus sont les résultats des normes de test internes de notre entreprise. Dans le processus d'application réel de la machine, ils varieront en fonction du fonctionnement réel.
Tableau de trajectoire

| A | B | C | D | E | F | G | H | I |
| 2065 | ≤12M | 1700 | 658 | en attente | / | 174,5 | / | / |
| J | K | L | M | N1 | N2 | O | P | Q |
| 1200 | / | en attente | en attente | 200 | 200 | 1597 | / | / |
Aucun autre avis si les spécifications et l'apparence sont modifiées en raison d'améliorations ou d'autres raisons. Merci pour votre compréhension.
Inspection et maintenance des bras mécaniques
1. Procédures de travail
Lors de l'utilisation de l'équipement, à mesure que la durée de fonctionnement augmente, les performances techniques de divers mécanismes et pièces se détériorent progressivement en raison de divers facteurs tels que le frottement, la corrosion, l'usure, les vibrations, les chocs, les collisions et les accidents.
2.Tâches de maintenance
Selon la nature des tâches de maintenance, elles peuvent être divisées en opérations de nettoyage, d'inspection, de serrage, de lubrification, de réglage, d'inspection et d'approvisionnement. La tâche d'inspection est effectuée par le personnel de maintenance des équipements du client, ou avec la coopération de notre personnel technique.
(1) Les opérations de nettoyage, de contrôle et d'approvisionnement sont généralement effectuées par les opérateurs du matériel.
(2) Les opérations de serrage, de réglage et de lubrification sont généralement réalisées par des mécaniciens.
(3) Les travaux électriques sont effectués par du personnel professionnel.
3. Système d'entretien
Le système de maintenance des équipements de notre usine est basé sur la prévention comme principe principal et la maintenance est effectuée à des heures de fonctionnement fixes. Il est divisé en maintenance de routine, maintenance de premier niveau, maintenance de deuxième niveau, maintenance quotidienne, maintenance mensuelle et maintenance annuelle. La classification et le contenu des tâches de maintenance des équipements sont basés sur l'évolution des conditions techniques au cours de l'utilisation réelle ; La structure de l'équipement ; Les conditions d'utilisation ; Déterminer les conditions environnementales, etc. Il est basé sur les modèles d'usure et de vieillissement des pièces, en concentrant les projets avec des degrés similaires, en entretenant l'équipement avant que l'usure normale et le vieillissement ne soient endommagés, en le gardant propre, en identifiant et en éliminant les défauts cachés, en évitant les dommages précoces. l'équipement et atteindre l'objectif de maintenir le fonctionnement normal de l'équipement.
-
Moulage par injection




BORUNTE et BORUNTE intégrateurs
Dans l'écosystème BORUNTE, BORUNTE est responsable de la R&D, de la production et des ventes de robots et manipulateurs. Les intégrateurs BORUNTE utilisent leurs avantages dans l'industrie ou sur le terrain pour fournir la conception, l'intégration et le service après-vente d'applications de terminaux pour les produits BORUNTE qu'ils vendent. BORUNTE et les intégrateurs BORUNTE assument leurs responsabilités respectives et sont indépendants les uns des autres, travaillant ensemble pour promouvoir le brillant avenir de BORUNTE.
- Tél : +86-400-870-8989
- NO.83, route Shafu, village de Shabu, ville de Dalang, ville de Dongguan, province du Guangdong, Chine
- borunterobotcoltd@gmail.com



Broche pneumatique flottante pneumatique, Ventouses éponge, Séparateur non magnétique, Compensateur de position de force axiale, Système visuel 2D, Broche électrique flottante pneumatique,
-

réalité virtuelle
-

e-mail
-

Téléphone
-

WhatsApp
-

Haut