




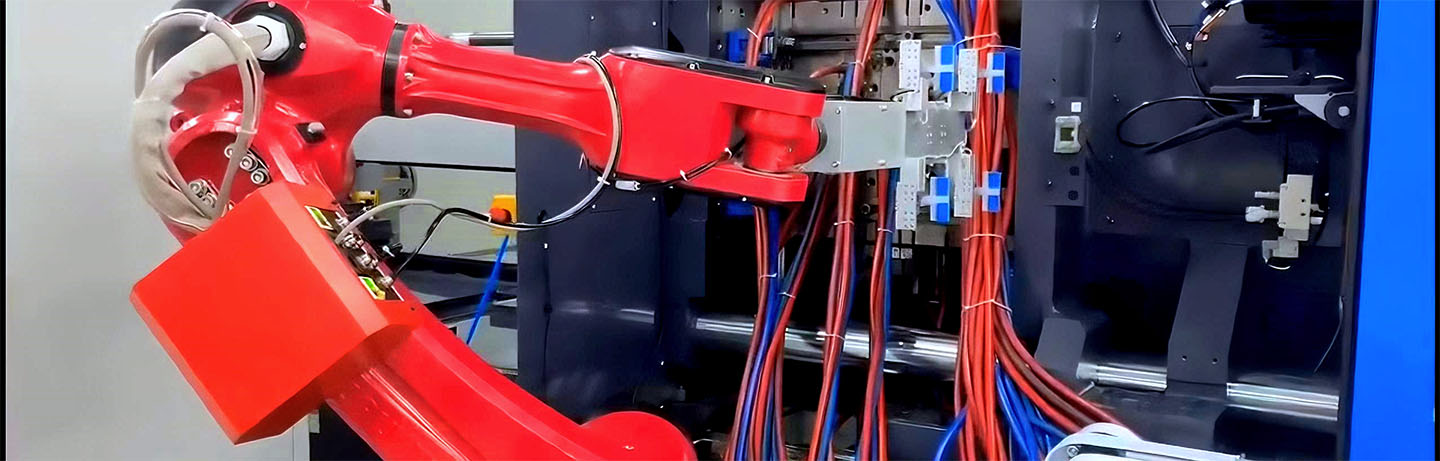
Produktuaren Aurkezpena
BRTV17WSS5PC seriea 600T-1300T bitarteko injekzio makina horizontal mota guztietan aplikatzen da ateratzeko produktuetarako eta sprueetarako. Bere instalazioa manipulagailu-beso estandarretik desberdina da: produktuak injekzio-makinen amaieran jartzen dira, instalazio-espazioa aurreztuz. Beso mota: beso teleskopikoa eta bakarrekoa, bost ardatzeko AC serbo drive, AC servo drive ardatzarekin, A ardatzaren biraketa-angelua 360°-ko, C ardatzaren biraketa-angelua 180°, fixture angelua libreki kokatu eta doitu daiteke, zerbitzu-bizitza luzea, zehaztasun handia, hutsegite-tasa baxua, mantentze sinplea, batez ere kentzeko azkar edo angelu konplexuetarako aplikazioetarako erabiltzen da, batez ere forma luzeko produktuetarako, hala nola automobilak, garbiketa. makinak, eta etxetresna elektrikoak. Bost ardatzeko gidariaren eta kontroladorearen sistema integratua: seinale-lerro gutxiago, distantzia luzeko komunikazioa, hedapen-errendimendu ona, interferentziaren aurkako gaitasun sendoa, behin eta berriz kokatzearen zehaztasun handia eta hainbat ardatz kontrola ditzakete aldi berean.

Kokapen zehatza

Azkar

Zerbitzu-bizitza luzea

Porrot-tasa baxua

Lana murriztea

Telekomunikazioa
Oinarrizko Parametroak
| Energia iturria (KVA) | Gomendatutako IMM (tona) | Zeharkaldia bultzatuta | EOAT eredua |
| 4.23 | 600T-1300T | AC Servomotorra | Lauxurgatzen ditu bi aparatu |
| Zeharkako ibilbidea (mm) | Zeharkako trazua (mm) | Ibilbide bertikala (mm) | Gehienezko karga (kg) |
| Zeharkako arkuaren luzera osoa:12m | ±200 | 1700 | 20 |
| Lehorra ateratzeko denbora (seg) | Lehor-zikloaren denbora (seg) | Aire-kontsumoa (NI/ziklo) | Pisua (kg) |
| 5.21 | Zain | 15 | Ez estandarra |
Ereduaren irudikapena: W: Mota teleskopikoa. S: Produktuen besoa. S4: AC Servomotorrek bultzatutako lau ardatz (Ardatza gurutzatua, C ardatza, Ardatza bertikala + Ardatza zeharkakoa)
Goian aipatutako ziklo-denbora gure konpainiaren barne-proba estandarraren emaitzak dira. Makinaren benetako aplikazio-prozesuan, benetako funtzionamenduaren arabera aldatuko dira.
Ibilbide Taula

| A | B | C | D | E | F | G | H | I |
| 2065 | ≤12M | 1700 | 658 | zain | / | 174,5 | / | / |
| J | K | L | M | N1 | N2 | O | P | Q |
| 1200 | / | zain | zain | 200 | 200 | 1597 | / | / |
Ez dago jakinarazpen gehiago hobekuntzagatik eta beste arrazoi batzuengatik zehaztapena eta itxura aldatzen badira. Eskerrik asko zure ulermenagatik.
Beso mekanikoak ikuskatzea eta mantentzea
1.Lan Prozedurak
Ekipamendua erabiltzean, funtzionamendu-denbora handitzen den heinean, hainbat mekanismo eta piezen errendimendu teknikoa pixkanaka hondatzen da hainbat faktoreren ondorioz, hala nola marruskadura, korrosioa, higadura, bibrazioa, inpaktua, talka eta istripuak direla eta.
2.Mantentze-lanak
Mantentze-lanen izaeraren arabera, garbiketa, ikuskapen, estutze, lubrifikazio, doikuntza, ikuskapen eta hornikuntza eragiketetan bana daiteke. Ikuskapen-lana bezeroaren ekipoen mantentze-langileek egiten dute, edo gure langile teknikoen lankidetzarekin.
(1) Garbiketa, ikuskapena eta hornidura eragiketak ekipamendu-operadoreek egiten dituzte, oro har.
(2) Estutze, doikuntza eta lubrifikazio eragiketak, oro har, mekanikariek egiten dituzte.
(3) Elektrizitatea langile profesionalek egiten dute.
3. Mantentze-sistema
Gure fabrikako ekipamenduen mantentze-sistema prebentzioan oinarritzen da printzipio nagusi gisa, eta mantentze-lanak ordutegi finkoetan egiten dira. Ohiko mantentze-lanak, lehen mailako mantentze-lanak, bigarren mailako mantentze-lanak, eguneroko mantentze-lanak, hileroko mantentze-lanak eta urteko mantentze-lanak banatzen ditu. Ekipoen mantentze-lanen sailkapena eta lan-edukia benetako erabileran dauden baldintza teknikoen aldaketetan oinarritzen dira; Ekipamenduaren egitura; Erabilera baldintzak; Ingurugiro-baldintzak zehaztea, etab. Piezen higadura- eta zahartze-ereduetan oinarritzen da, antzeko graduak dituzten proiektuak kontzentratzen, higadura eta zahartze normala hondatu aurretik ekipamendua mantentzea, garbi mantentzea, ezkutuko akatsak identifikatu eta ezabatzea, kalte goiztiarrak saihestuz. ekipamendua, eta ekipoaren funtzionamendu normala mantentzeko helburua lortzea.
-
Injekzio-moldeaketa




BORUNTE eta BORUNTE integratzaileak
BORUNTE ekosisteman, BORUNTE robot eta manipulatzaileen I+G, ekoizpen eta salmentaz arduratzen da. BORUNTE integratzaileek beren industria edo eremuko abantailak erabiltzen dituzte terminalen aplikazioen diseinua, integrazioa eta salmenta osteko zerbitzua eskaintzeko, saltzen dituzten BORUNTE produktuak. BORUNTE eta BORUNTE integratzaileek dagozkien ardurak betetzen dituzte eta elkarrengandik independenteak dira, BORUNTEren etorkizun distiratsua sustatzeko elkarrekin lanean.
- Tel.:+86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang Town, Dongguan City, Guangdong Probintzia, Txina
- borunterobotcoltd@gmail.com



Ardatz pneumatiko flotagarria, Belakiaren bentosak, Zatitzaile ez magnetikoa, Indar axialen posizio-konpentsatzailea, 2D sistema bisuala, Ardatz elektriko flotatzaile pneumatikoa,
-

vr
-

posta elektronikoa
-

Telefonoa
-

Whatsapp
-

Goiena