




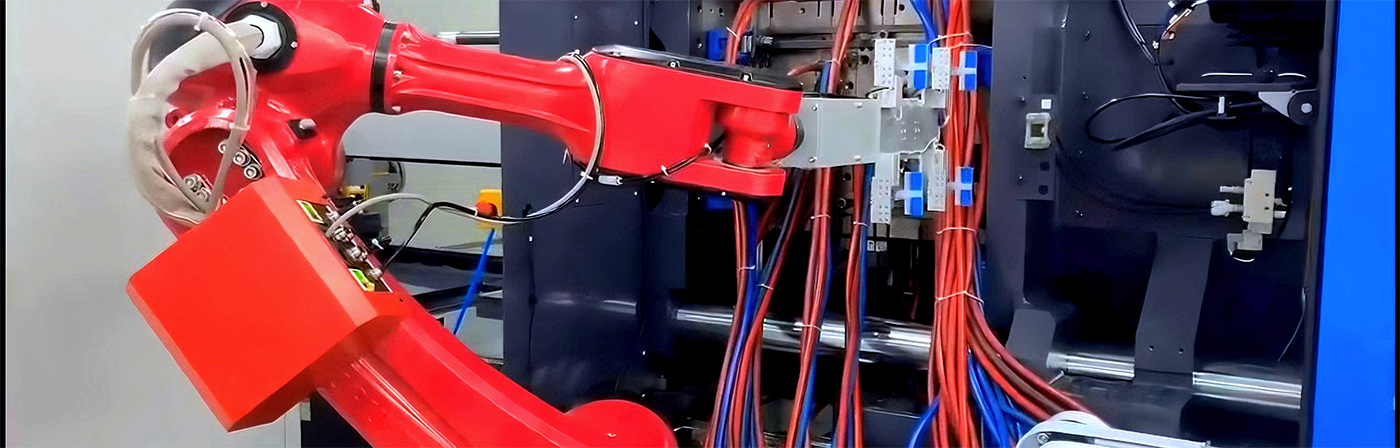
La serio BRTNN15WSS4P/F validas por ĉiuj specoj de horizontalaj injektaj maŝinoj de 470T-800T por elprenaj produktoj. La vertikala brako estas la teleskopa tipo kun la produktobrako. Kvar-aksa AC servodisko, kun C-servo-akso sur la pojno, la rotacia angulo de la C-akso:90°. Ŝparu tempon ol similaj modeloj, precizan poziciigon kaj mallongan formadon. Post instalo de la manipulatoro, la produktiveco pliiĝos je 10-30% kaj reduktos la misan indicon de produktoj, certigos la sekurecon de funkciigistoj, reduktos laborforton kaj precize kontrolos la eliron por redukti malŝparon. Kvar-aksa ŝoforo kaj regilo integra sistemo: malpli da signallinioj, longdistanca komunikado, bona ekspansia agado, forta kontraŭ-interferenca kapablo, alta precizeco de ripeta poziciigado, povas samtempe kontroli plurajn aksojn, simplan ekipaĵan prizorgadon kaj malaltan malsukcesan indicon.

Preciza Pozicio

Rapide

Longa Servovivo

Malalta Malsukcesa Procento

Redukti Laboron

Telekomunikado
| Elektrofonto (kVA) | Rekomendita IMM (tuno) | Traverse Stirita | Modelo de EOAT |
| 3.18 | 470T-800T | AC Servomotoro | du suĉoj du fiksaĵoj |
| Traversa streko (mm) | Transversa streko (mm) | Vertikala Bato (mm) | Maksimuma ŝarĝo (kg) |
| 2260 | 900 | 1500 | 15 |
| Tempo de Seka Elprena (sek) | Seka Ciklotempo (sec) | Aera Konsumo (NI/ciklo) | Pezo (kg) |
| 2.74 | 9.03 | 3.2 | 500 |
Modelreprezento: W:Teleskopa tipo. S: Produktbrako. S4: Kvar-akso movita de AC Servomotoro (Traversa-akso、C-akso、Vertikala-akso + Transversa-akso)
La supre menciita ciklotempo estas la rezultoj de la interna testnormo de nia kompanio. En la efektiva aplika procezo de la maŝino, ili varias laŭ la reala operacio.

| A | B | C | D | E | F | G |
| 1742 | 3284 | 1500 | 562 | 2200 | / | 256 |
| H | I | J | K | L | M | N |
| / | / | 1398.5 | / | 341 | 390 | 900 |
Neniu plu avizo se la specifo kaj aspekto estas ŝanĝitaj pro plibonigo kaj aliaj kialoj. Dankon pro via kompreno.
1. Kontrolu, ke la longo de la servo-manipulanto povas atingi la centron de la muldilo por akiri la produkton.
2. Certigu, ke la formo kaj strukturo de la produkto ebligas al la servomanipulanto forigi ĝin glate.
3. Kontrolu, ke la ĝuste ĝustigita servomanipulanto povas levi la produkton super la sekureca pordo kaj starigi ĝin en la ĝusta areo.
4. Certigu, ke la ŝarĝokapacito de la servomanipulanto povas plenumi la postulojn de levado kaj lokigo de la produkto kaj fiksaĵo.
5. Certigu, ke la laborrapido de la servomanipulanto kongruas kun la ciklo de fabrikado de la injekto-muldmaŝino.
6. Depende de la tipo de muldilo, elektu ununuran brakon aŭ duoblan brakon servomanipulanto.
7. 4-aksaj servomanipulantoj estas elektitaj surbaze de produktado-rapido, pozicioprecizeco kaj fortikeco.
8. Procezaj bezonoj kiel malvarmigo, tranĉaj cigaredoj kaj metalaj enmetoj povas esti traktitaj per kunlaborado kun diversaj eksteraj aparatoj.
1.Operacioj de purigado, inspektado, fiksado, lubrikado, alĝustigo, inspektado kaj replenigo povas esti klasifikitaj kiel prizorgaj operacioj laŭ ilia naturo.
2.La inspekta proceduro devas esti efektivigita de la bontenado de la kliento aŭ kun la helpo de la teknika personaro de la kompanio.
3.La taskoj de purigado, inspektado kaj reprovizo ofte estas efektivigitaj de maŝinaj funkciigistoj.
4.Mekanikistoj devas regule plenumi fiksadon, ĝustigon kaj lubrikadon.
5.Elektra laboro devas esti farita de kvalifikita dungitaro.
-
Injekto Moldado
Kategorioj de produktoj






BORUNTE kaj BORUNTE integristoj
En la BORUNTE-ekosistemo, BORUNTE respondecas pri la R&D, produktado kaj vendo de robotoj kaj manipulantoj. BORUNTE-integrigantoj utiligas siajn industriajn aŭ kampajn avantaĝojn por disponigi terminalan aplikaĵdezajnon, integriĝon kaj postvendan servon por la BORUNTE-produktoj kiujn ili vendas. La integristoj de BORUNTE kaj BORUNTE plenumas siajn respektivajn respondecojn kaj estas sendependaj unu de la alia, kunlaborante por antaŭenigi la brilan estontecon de BORUNTE.
- Tel:+86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang Town, Dongguan City, Guangdong Province, Ĉinio
- borunterobotcoltd@gmail.com



Aksa forto pozicio kompensilo, Pneŭmatika ŝveba pneŭmatika ŝpinilo, Nemagneta disigilo, Spongaj suĉtasoj, 2D vida sistemo, Pneŭmatika ŝveba elektra spindelo,
-

vr
-

retpoŝto
-

Telefono
-

Whatsapp
-

Supre