




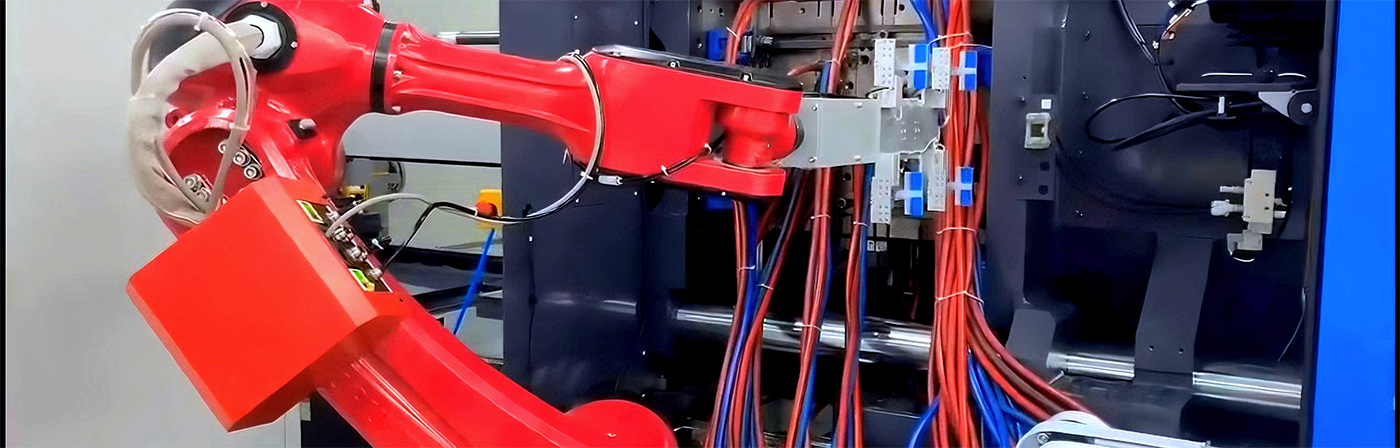
La serio BRTVO9WDS5P0/F0 validas por ĉiuj specoj de horizontalaj injektaj maŝinaj gamoj de 120T-320T por elprenaj produktoj kaj sprue. La instalado diferencas de tradiciaj trabo-robotoj, produktoj estas metitaj ĉe la fino de injektaj maŝinoj. Ĝi havas duoblan brakon. La vertikala brako estas teleskopa stadio kaj la vertikala streko estas 900mm. Kvin-aksa AC servomotoro. Post instalado, la instala spaco de la elĵetilo povas esti ŝparita je 30-40%, kaj la planto povas esti uzata pli plene permesante pli bonan utiligon de produktadspaco, produktiveco pliiĝos je 20-30%, reduktos la misan indicon, certigu la sekureco de funkciigistoj, redukti laborforton kaj precize kontroli la produktadon por redukti malŝparo. Kvin-aksa ŝoforo kaj regilo integra sistemo: malpli da signallinioj, longdistanca komunikado, bona ekspansia agado, forta kontraŭ-interferenca kapablo, alta precizeco de ripeta poziciigado, povas samtempe kontroli plurajn aksojn, simplan ekipaĵan prizorgadon kaj malaltan malsukcesan indicon.

Preciza Pozicio

Rapide

Longa Servovivo

Malalta Malsukcesa Procento

Redukti Laboron

Telekomunikado
| Elektrofonto (kVA) | Rekomendita IMM (tuno) | Traverse Stirita | Modelo de EOAT |
| 3.40 | 120T-320T | AC Servomotoro | du suĉoj du fiksaĵoj |
| Traversa streko (mm) | Transversa streko (mm) | Vertikala Bato (mm) | Maksimuma ŝarĝo (kg) |
| Horizontala arko kun tuta longo de malpli ol 6 metroj | Pritraktata | 900 | 5 |
| Tempo de Seka Elprena (sek) | Seka Ciklotempo (sec) | Aera Konsumo (NI/ciklo) | Pezo (kg) |
| 1.7 | pritraktata | 9 | Ne-norma |
Modela reprezentado: W: Teleskopa tipo. D: Produktbrako + kuristobrako. S5: Kvin-akso movita de AC Servomotoro (Traversa-akso、Vertikala-akso + Transversa-akso).
La supre menciita ciklotempo estas la rezultoj de la interna testnormo de nia kompanio. En la efektiva aplika procezo de la maŝino, ili varias laŭ la reala operacio.

| A | B | C | D | E | F | G | O |
| 1553.5 | ≤6m | 162 | pritraktata | pritraktata | pritraktata | 174 | 445.5 |
| H | I | J | K | L | M | N | P |
| 187 | pritraktata | pritraktata | 255 | 555 | pritraktata | 549 | pritraktata |
| Q | |||||||
| 900 | |||||||
Neniu plu avizo se la specifo kaj aspekto estas ŝanĝitaj pro plibonigo kaj aliaj kialoj. Dankon pro via kompreno.
Ĉi tiu produkto taŭgas por 160T-320T horizontala injekto-muldmaŝino la pretaj produktoj kaj akvoelirejo por elpreni. Ĝi estas precipe taŭga por malgrandaj injektaj muldaj objektoj kiel plastaj ludiloj, dentobrosoj, saposkatoloj, pluvmanteloj, serviloj, iloj, pantofloj kaj aliaj ĉiutagaj plastaj aĵoj.
Premante la klavon "TEMPO" sur la paĝo Halto aŭ Aŭtomata kondukos vin al la paĝo Tempo Modifo.
Premu la kursorajn klavojn por ĉiu paŝo en la sinsekvo por ŝanĝi la tempigon. Post kiam vi enigis la novan tempon, premu la Enigu klavon.
La periodo sekvanta la agopaŝon estas referita kiel la prokrastotempo antaŭ ago. La nuna ago estos efektivigita ĝis la prokrasta tempigilo eksvalidiĝos.
Se la konfirma ŝaltilo estas uzata en la nuna paŝo de la sekvenco. La sama tempodaŭro estos indikita por ago. Se la reala agotempokosto superas la rekordon, la sekva ago povas esti farita ĝis la agoŝaltilo estas kontrolita post la tempoforigo.

Regule kontrolu la streĉecon de nuksoj kaj rigliloj:
Unu el la ĉefaj kaŭzoj de manipulatoro fiasko estas la malstreĉiĝo de nuksoj kaj rigliloj pro la longa periodo de vigla operacio.
1.Premu la limŝaltilon muntante nuksojn ĉe la transversa parto, la desegna parto, kaj la antaŭaj kaj flankaj brakoj.
2. Kontrolu la streĉecon de la stafetpunkto pozicio terminalo en la fina skatolo inter la moviĝanta korpoparto kaj la kontrolkesto.
3. Sekurigi ĉiun bremsan aparaton.
4. Ĉu estas malfiksaj rigliloj, kiuj povus kaŭzi damaĝon al aliaj ekipaĵoj.
-
Injekto Moldado
Kategorioj de produktoj






BORUNTE kaj BORUNTE integristoj
En la BORUNTE-ekosistemo, BORUNTE respondecas pri la R&D, produktado kaj vendo de robotoj kaj manipulantoj. BORUNTE-integrigantoj utiligas siajn industriajn aŭ kampajn avantaĝojn por disponigi terminalan aplikaĵdezajnon, integriĝon kaj postvendan servon por la BORUNTE-produktoj kiujn ili vendas. La integristoj de BORUNTE kaj BORUNTE plenumas siajn respektivajn respondecojn kaj estas sendependaj unu de la alia, kunlaborante por antaŭenigi la brilan estontecon de BORUNTE.
- Tel:+86-400-870-8989
- NO.83, Shafu Road, Shabu Village, Dalang Town, Dongguan City, Guangdong Province, Ĉinio
- borunterobotcoltd@gmail.com



Aksa forto pozicio kompensilo, Pneŭmatika ŝveba elektra spindelo, 2D vida sistemo, Nemagneta disigilo, Spongaj suĉtasoj, Pneŭmatika ŝveba pneŭmatika ŝpinilo,
-

vr
-

retpoŝto
-

Telefono
-

Whatsapp
-

Supre